سپر ایکس رے ایریل ڈینسٹی پیمائش گیج

پیمائش کے اصول
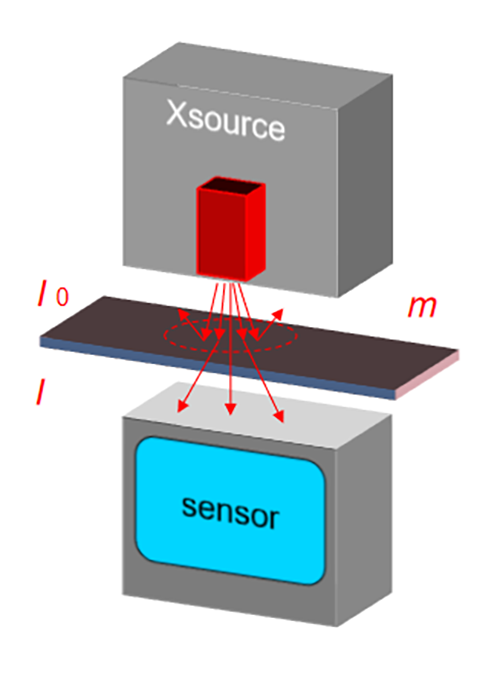
جب شعاع الیکٹروڈ کو شعاع کرتی ہے، تو شعاع الیکٹروڈ کے ذریعے جذب، منعکس اور بکھر جائے گی، جس کے نتیجے میں منتقل شدہ الیکٹروڈ کے بعد شعاع کی شدت میں ایک خاص کشندگی واقع ہوتی ہے، اور اس کی کشندگی کا تناسب الیکٹروڈ کے وزن یا قطعی کثافت کے ساتھ منفی طور پر کفایتی ہوتا ہے۔
I=I_0 e^−λm⇒m= 1/λln(I_0/I)
I_0 : ابتدائی شعاع کی شدت
I : الیکٹروڈ منتقل کرنے کے بعد شعاع کی شدت
λ : ماپا آبجیکٹ کا جذب گتانک
m : ماپی ہوئی چیز کی موٹائی/علاقائی کثافت
آلات کی جھلکیاں
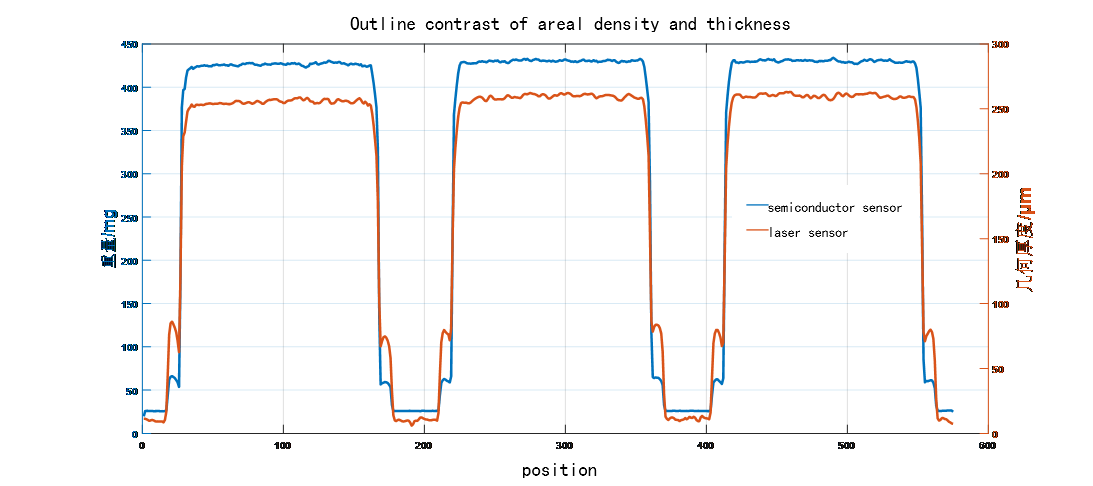
سیمی کنڈکٹر سینسر اور لیزر سینسر کی پیمائش کا موازنہ
● تفصیلی خاکہ اور خصوصیات کی پیمائش: ملی میٹر مقامی ریزولیوشن ایریا کثافت آؤٹ لائن کی پیمائش تیز رفتار اور زیادہ درستگی کے ساتھ (60 میٹر/منٹ)
● الٹرا چوڑائی کی پیمائش: کوٹنگ کی 1600 ملی میٹر سے زیادہ چوڑائی کے مطابق۔
● الٹرا ہائی اسپیڈ اسکیننگ: 0-60 میٹر فی منٹ کی ایڈجسٹ اسکیننگ کی رفتار۔
● الیکٹروڈ پیمائش کے لیے جدید سیمی کنڈکٹر رے ڈیٹیکٹر: روایتی حل کے مقابلے 10 گنا تیز جواب۔
● تیز رفتار اور اعلیٰ درستگی والی لکیری موٹر سے چلائی گئی: روایتی حل کے مقابلے سکیننگ کی رفتار 3-4 گنا بڑھ جاتی ہے۔
● خود تیار کردہ تیز رفتار پیمائش کے سرکٹس: نمونے لینے کی فریکوئنسی 200kHZ تک ہے، بند لوپ کوٹنگ کی کارکردگی اور درستگی کو بہتر بناتی ہے۔
● پتلا ہونے کی صلاحیت کے نقصان کا حساب: جگہ کی چوڑائی 1 ملی میٹر تک چھوٹی ہو سکتی ہے۔ یہ تفصیلی خصوصیات کی درست طریقے سے پیمائش کر سکتا ہے جیسے کہ کنارے کے پتلے ہونے والے علاقے کی خاکہ اور الیکٹروڈ کی کوٹنگ میں خروںچ۔
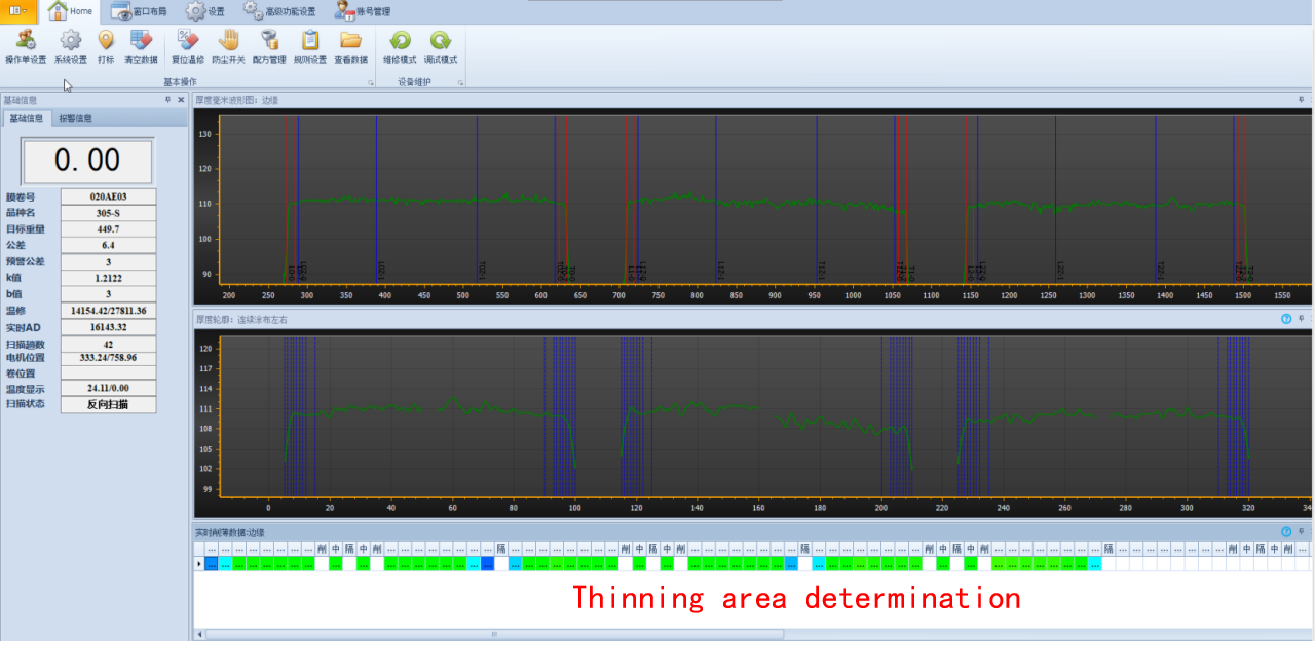
سافٹ ویئر انٹرفیس
پیمائش کے نظام کے مرکزی انٹرفیس کی مرضی کے مطابق ڈسپلے
● پتلا کرنے والے علاقے کا تعین
● صلاحیت کا تعین
● سکریچ عزم
تکنیکی پیرامیٹرز
| آئٹم | پیرامیٹر |
| تابکاری سے تحفظ | آلات کی سطح سے 100mm کی تابکاری کی خوراک 1μsv/h سے کم ہے۔ |
| اسکیننگ کی رفتار | 0-60m/منٹ سایڈست |
| نمونہ تعدد | 200k Hz |
| جواب دینے کا وقت | ~0.1ms |
| پیمائش کی حد | 10-1000 گرام/㎡ |
| جگہ کی چوڑائی | 1 ملی میٹر، 3 ملی میٹر، 6 ملی میٹر اختیاری |
| پیمائش کی درستگی | P/T≤10%16 سیکنڈ میں انٹیگرل:±2σ:≤±true value×0.2‰ یا ±0.06g/㎡; ±3σ:≤±حقیقی قدر×0.25‰ یا ±0.08g/㎡؛4 سیکنڈ میں انٹیگرل:±2σ:≤±حقیقی قدر×0.4‰ یا ±0.12g/㎡; ±3σ:≤±حقیقی قدر × 0.6‰ یا ±0.18g/㎡؛ |










